2022-03-29
表面粗糙度指的是表面微觀輪廓基本特點。在機械加工、薄膜制備、微納機電系統、光學精密加工等領域中,表面粗糙度是評價產品性能的重要指標之一。表面粗糙度與加工零部件的摩擦磨損性能、耐腐蝕性能、結合密封性、抗疲勞能力等存在必然聯系,進而對零件和制造設備的穩定性和可靠性產生重要影響。表面粗糙度也是開展功能結構部件微觀表面形貌評價與表征的重要參數。那么如何精準的表面粗糙度檢測呢?別著急先跟立儀科技小編先看看光譜共焦的原理
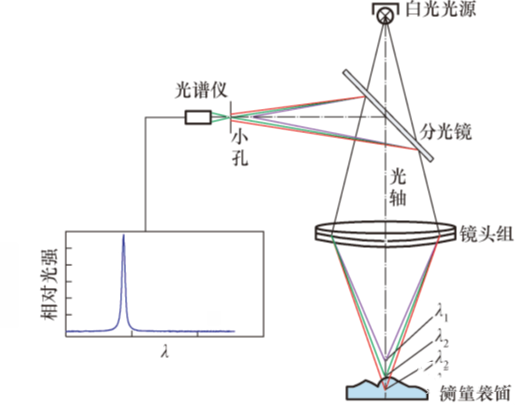
光譜共焦位移傳感原理圖
通過特殊光學設計形成的透鏡組將白光光源發出的多色平行光進行光譜分光,形成一系列波長不同的單色光,同時再將其同軸聚焦,由此在有效量程范圍內形成了一個焦點組,每一個焦點的單色光波長都對應著一個軸向位置。測量時通過光譜儀分析光譜峰值結合峰值提取算法從而確定被測點的高度位置信息。
那么光譜共焦是如何測量表面粗糙度的呢?
(1)待測工件定位。將待測工件平穩置于坐標測量機測量平臺上,調用標準紅寶石測針測量其空間位置和姿態,為按測量工藝要求確定測量位置提供數據。
(2)輪廓掃描。測量機測量臂更換掛載光譜共焦傳感器的光學探頭,驅動探頭運動至工件測量位置,調整光源光強、光譜儀曝光時間和采集頻率等參數以保證傳感器處于較好的工作狀態,編輯掃描步距、速度等運動參數后啟動輪廓掃描測量,并在上位機上同步記錄掃描過程中的橫向坐標和傳感器高度信息,映射成為測量區域的二維微觀輪廓。
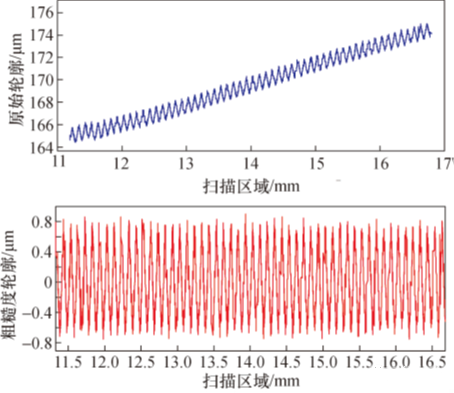
(3)表面粗糙度計算與評價。將掃描獲取的二維微觀輪廓數據輸入到輪廓處理算法內進行計算,按照有關國際標準選擇合適的截止波長,按高斯輪廓濾波方法對原始輪廓進行濾波處理,得到其表面粗糙度輪廓,并計算出粗糙度輪廓的評價中線,再按照表面粗糙度的相關評價指標的計算方法得出測量結果,最后得到被測工件的表面粗糙度信息。
對工件微觀輪廓的掃描和表面粗糙度測量,需在同一平臺上協調控制掃描執行器和位移傳感器。
基于USB通訊接口和協議,在上位機LabVIEW開發環境下進行了測頭傳感器和運動機構的通訊、控制、調節和數據流傳輸等功能的二次開發,形成了較為完善的測量系統硬件通訊控制架構,主體系統控制結構如圖下所示。
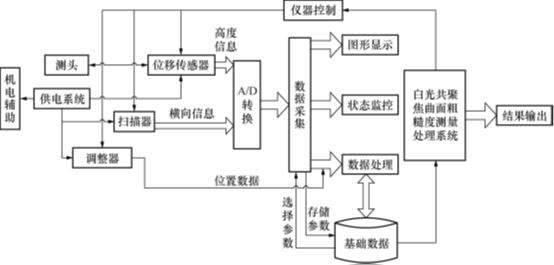
系統控制結構圖
為了方便使用和測量,為控制系統開發了人機交互較為便捷的界面窗口,見下圖,可方便的調控傳感器相關參數指標,并預覽掃描過程中的輪廓信息。還可以預設和編輯掃描運動策略,調整存儲數據的名稱等功能,并額外的增加了光譜信號展示、集成輪廓濾波與評價方法等功能,可以實現掃描測量后及時的數據輸出。
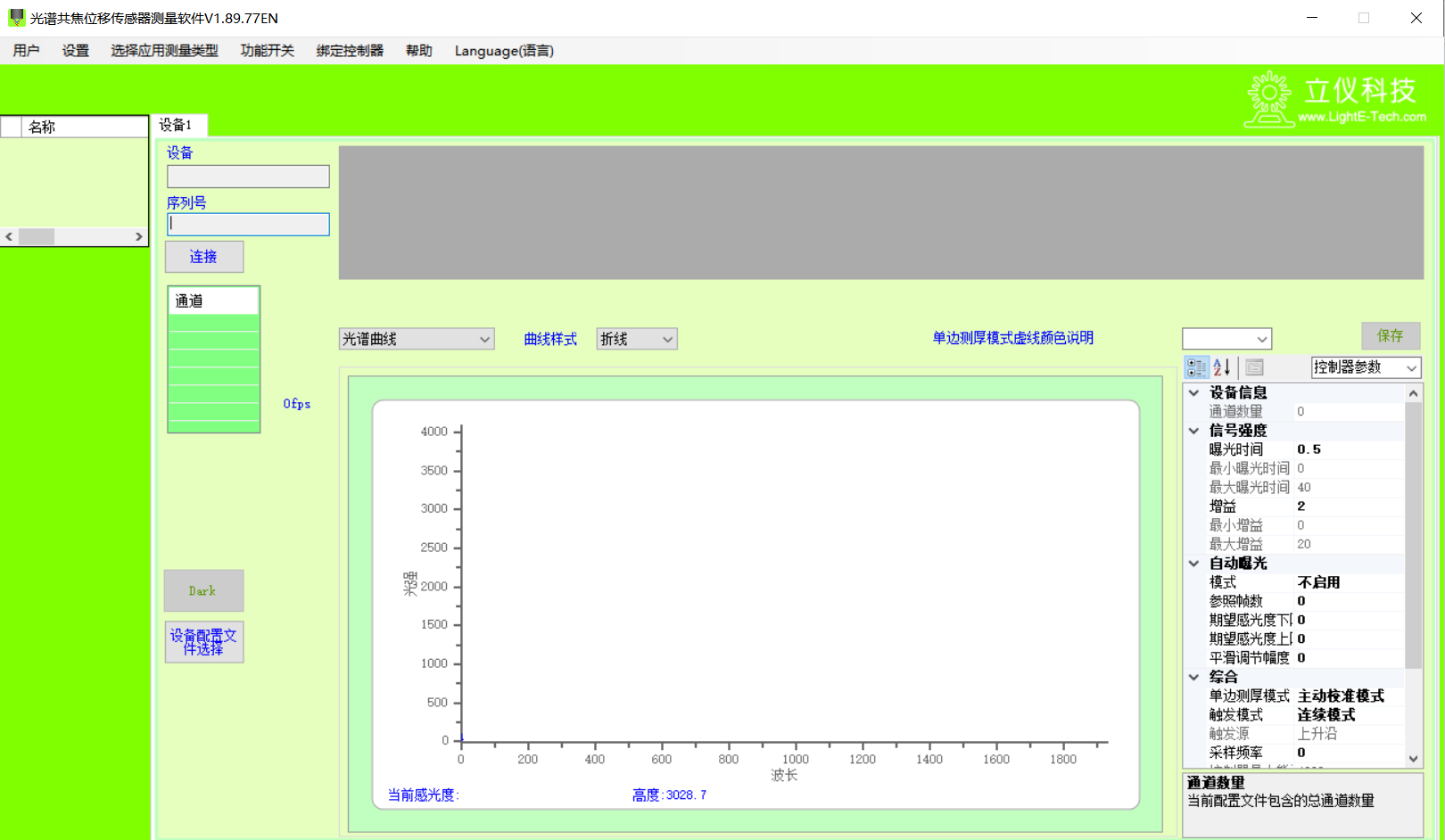
圖5表面粗糙度測量系統控制前面板
經過前面的準備調試,就得出了最后的輪廓(如下圖):
通過立儀科技小編的介紹,相信大家對光譜共焦是如何表面粗糙度測量有了個大概的了解,立儀光譜共焦位移傳感器廣泛應用于3D玻璃測量、LTCC測厚、螺紋孔測深、膠水測厚方面累積了豐富的經驗,3D玻璃測量包括光學鏡頭厚度、各種透明玻璃厚度、手機玻璃測厚、顯示屏厚度測量等;LTCC測厚涵蓋晶圓形貌測量、手機金屬件臺階高度測量、銀漿厚度測量以及新能源電池極片測厚等;更多咨詢歡迎關注立儀科技。



